
A safety medical device customer requested a rapid, step-change capacity increase on a fully automated production assembly line that was already running at >85% Overall Equipment Effectiveness and running 24 hours, 7 days a week. An additional, mothballed semi-automated line was available but did not have a suitable in-line inspection system.
Custom Built Inspection System Required for Rapid Capacity Increase? – No Problem.
The Context
The Challenge
The mould capacity combined with the capacity of the spare semi-automated line would meet the customers demand in the very short timescale, but the equipment did not have a needle cover contamination checking system. Due to the tight deadlines for validated parts, and the unique requirements for inspection, it was decided to develop and build the system in-house. The key inspection criteria were to detect and accurately measure very small levels of contamination on the needle cover from 360 degrees.
Our Solution
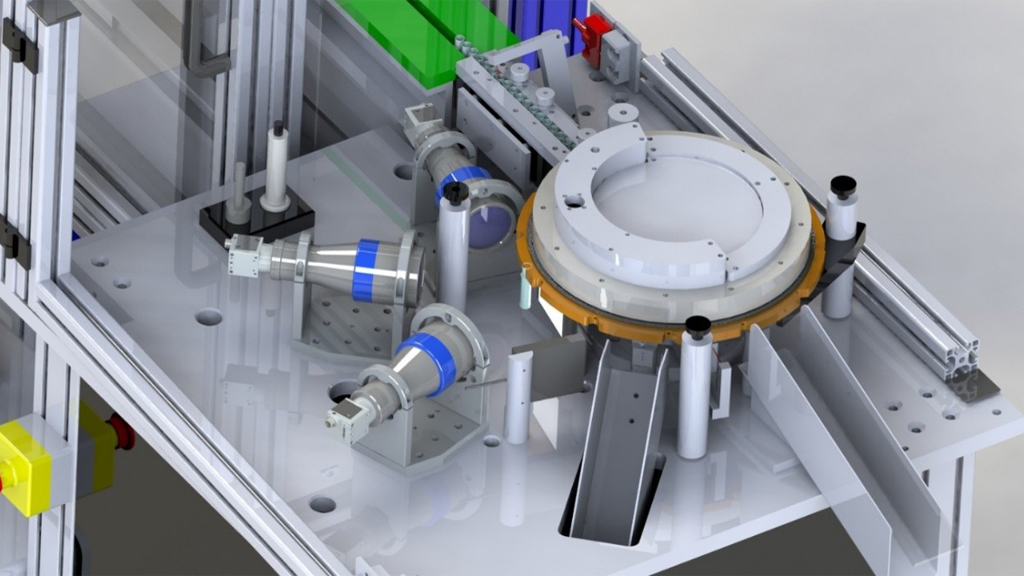
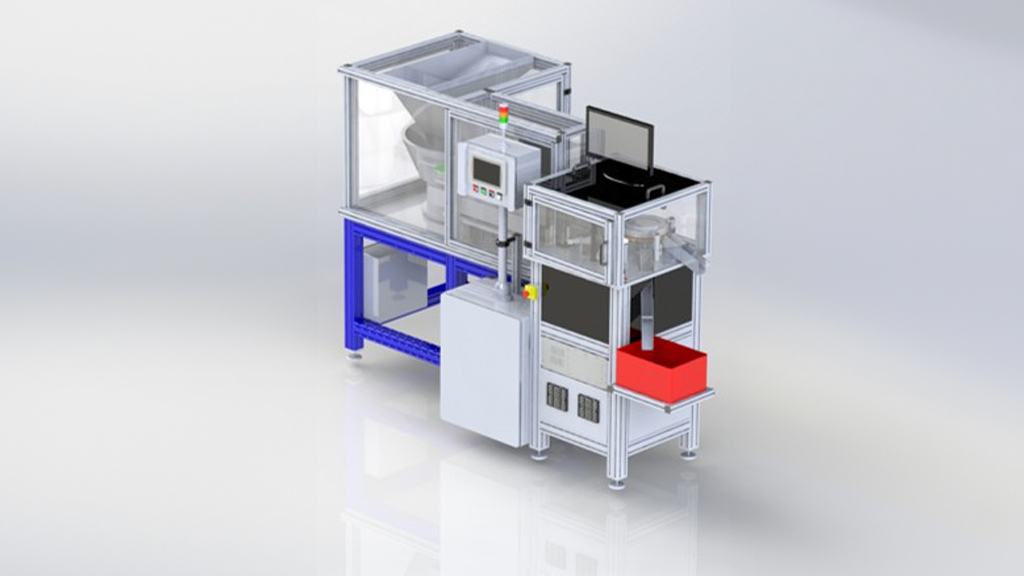
The in-house engineering and project management teams documented the requirements and validation criteria, then developed a system specification and design. The system was designed to feed parts from a hopper into a dial type receiver, perform the inspection, segregate any rejects and then move good parts into the semi-automated assembly line.
To ensure that any contamination (typically a black spot) was accurately measured, whichever of the multiple surfaces it was on, three high-speed USB cameras were used at 60-degree spacing. Complex telecentric optics were used with the camera system to remove parallax errors and software adapted to meet the inspection specification.
Capabilities Used
Quvara’s mechanical and electrical design teams created the full design in CAD and built the system in-house. The automated controls programming was written, verified and validated. The machine vision system was designed and commissioned. The program manager ensured all the stage gate criteria were met and the project kept to schedule. The quality team helped document and validate the complete system, whilst liaising with the customer for final sign-off.
Results and Outcomes
The system was able to match the quality inspection of the existing Lagniel lines and was built and validated in a very short timeframe to meet the customers increased capacity on time and under budget.
Do you have a problem that needs solving?
Got a question?
Hopefully the below FAQ’s will answer any questions you have, if not, head over and Ask a question, any question on our contact page.
Our engineering and validation teams can implement rapid, low-risk solutions that increase capacity within tight timelines.
We design solutions that increase effective capacity using existing infrastructure, minimising capital investment and avoiding long validation cycles.
All Quvara solutions are developed within a fully compliant framework, ensuring scalability without compromising quality or regulatory standards.
Our in-house engineering, quality, and manufacturing teams work together to design, validate, and deploy solutions at pace.
We focus on automated, integrated solutions that enhance output without increasing labour requirements.
We design staged, low-risk implementation plans that protect ongoing production while scaling capacity.
Quvara combines engineering insight, validated manufacturing, and scalable infrastructure to support your growth, now and long term.